Pharmaceutical Sciences. 31(4):341-356.
doi: 10.34172/PS.025.40833
Review Article
A Review of Formulation and Process Considerations for Achieving Stability in Solid Dispersions Produced via the Spray Drying Technique
Samah Hamed Almurisi Conceptualization, Supervision, Writing – original draft, 1, * 
Prasanthi Sri Visualization, Writing – original draft, 1
Khater AL-Japairai Investigation, Validation, Writing – original draft, 2
Syed Mahmood Writing – review & editing, 3
Thiagarajan Madheswaran Writing – review & editing, 1
Author information:
1Department of Pharmaceutical Technology, School of Pharmacy, International Medical University, Kuala Lumpur 57000, Malaysia
2Department of Pharmaceutical Engineering, Faculty of Chemical and Process Engineering Technology, Universiti Malaysia Pahang Al-Sultan Abdullah, Gambang 26300, Malaysia
3Department of Pharmaceutical Technology, Faculty of Pharmacy, Universiti Malaya, Kuala Lumpur 50603, Malaysia
Abstract
The poor water solubility of existing drugs and those in the pharmaceutical pipeline has persisted as a challenging issue for the industry over the past several decades. The development of amorphous solid dispersion (ASD) has gained considerable importance in recent years. ASD involves dispersing drug molecules in amorphous polymeric carriers, preventing crystallisation, and ultimately improving solubility. Spray drying, due to its ability to facilitate extremely quick solvent evaporation, stands out as an effective technology for the production of solid dispersions. The formation of ASDs is influenced not only by the kinetics of solvent evaporation but also by various other elements. The state in which the active pharmaceutical ingredient (API) is in solution, the interaction between the API, carrier, and solvent, formulation variables such as feed concentration or solvent type, and process parameters such as drying gas flow rate or solution spray rate are some examples of these. The final physical structure of the solid dispersion particles is influenced by all of these elements combined. ASD formulations that perform well and remain stable over the pharmaceutical product’s shelf life are mostly dependent on formulations, polymer selection, and spray-drying parameter settings. By addressing the instability challenges of ASD, the pharmaceutical industry could leverage the promise of ASD to overcome stability limitations and usher in a new era of enhanced drug delivery systems.
Keywords: Solid dispersion, Stability, Polymer, Solvent, Spray drying, Process control
Copyright and License Information
© 2025 The Author(s).
This is an open access article and applies the Creative Commons Attribution Non-Commercial License (
http://creativecommons.org/licenses/by-nc/4.0/). Non-commercial uses of the work are permitted, provided the original work is properly cited.
Funding Statement
This work was funded under a postgraduate research fund by IMU University, Bukit Jalil, Kuala Lumpur, Malaysia [grant number MAPC I/2024 (02)].
Introduction
Amorphous solid dispersions (ASDs) play a crucial role in drug delivery systems, especially for poorly water-soluble drugs. ASD is formulated by dispersing drug molecules in amorphous polymeric carriers, which stabilise the drug and inhibit crystallisation.1 Since it lacks a crystal structure and has higher mobility, the amorphous state is more soluble than the crystalline form. The hydrophilic carriers used in ASD will enhance the water intake while preserving supersaturation and preventing precipitation in the gastrointestinal tract (GIT). Moreover, ASD can improve solubility and bioavailability by expanding the surface area that is accessible for the dissolution of the drug in the GIT, which allows for better absorption and, consequently, higher therapeutic efficacy.2
The primary factor affecting a drug’s solubility is its chemical potential in the undissolved phase. In an ASD, the undissolved solute is a multi-component phase comprising the drug, a polymer, and the solvent. Physical forms of undissolved solids with lower drug–drug interactions facilitate the release of drug molecules from the solid form. This is the main reason why amorphous forms dissolve more readily than crystalline ones. Amorphous molecules exhibit reduced intermolecular attractions and are more easily released from the solid surface into the solvent medium.3 Solubilization is an energy-intensive process that involves breaking the bonds between solvent (polymer) molecules to allow the solute to disperse, as well as disrupting the lattice structure of the solute (drug).4
ASD has been created using a variety of drug-processing techniques, including electrostatic spinning, spray drying, hot melt extrusion (HME), and supercritical fluid technology. The physicochemical properties of the API and its suitability for an ASD are assessed before choosing an appropriate processing method. Furthermore, other processes are assessed for the development of ASD, including polymer matrix selection as well as the percentage of drug loading.5 It is necessary to evaluate how the carrier would maintain the amorphous API’s stability both throughout storage and the drug’s absorption and dissolution in the gastrointestinal system.
Spray drying is one of the common methods used to prepare ASD, either in a lab or on a commercial production scale.6 As opposed to other solid dispersion technologies like melt extrusion, spray drying uses mild temperatures and brief exposure durations to produce powder with acceptable particle sizes. Furthermore, phase separation between the medication and polymer components is prevented by the rapid drying process, which takes only a few seconds or milliseconds.7 When used in a meticulously designed manner, spray drying technology can be used to prepare ASD heat-sensitive medications.8 Also, spray drying is a simple and effective technique for preparing ASD. Hence, the majority of the marketed products are prepared by spray drying.1 When it comes to processing and economy, spray drying outperforms other ASD technologies. These benefits mostly consist of low moisture content, good product purity, and consistent particle production within a targeted tiny size range. Spray drying also provides regulated continuous processing, is scalable for industrialization, and makes energy input for the amorphization of a variety of compounds easier.9
However, formulation scientists continue to face significant challenges in addressing the physical stability of ASD-based drugs. Numerous factors, such as the glass transition temperature (Tg) of polymers and amorphous drugs, drug mobility, drug-polymer miscibility, drug-polymer interaction, drug molecular weight, recrystallization temperature of amorphous drugs, storage environment (temperature and humidity), and preparation process, have played a significant impact on the physical stability of ASD.10-13
It is critical to consider the critical parameters in ASD, including formulation, polymers, and the spray-drying manufacturing method, to establish a successful product for ASD formulation that can maintain stability throughout the shelf life of the pharmaceutical product. This review highlights some important aspects of spray-drying ASD, such as strategies to overcome physical instability. The formulation and spray drying manufacturing process factors will be covered in this review, as they play a significant role in producing a stable ASD.
Physical stability challenges of ASDs with spray drying methods
The instability challenge of ASD causes difficulties with product development and commercialisation. A well-developed ASD system in supersaturated form is crucial to ensure that the ASD preparation will be able to exhibit superior drug solubility and enhance the dissolution for better therapeutic efficacy in vivo.14 Issues associated with the tendency of the amorphous drug to revert to a more stable crystalline form over time upon storage. Thermodynamic (nucleation and crystal formation) and kinetic (molecular mobility) characteristics are largely influenced by processing and storage conditions, as well as temperature and relative humidity.15
ASD can behave like a liquid or like a solid, depending on the system’s temperature. The glass transition (Tg) for amorphous solids is the temperature range at which the material’s characteristics change from solid-like (glass) to liquid-like (supercooled liquid) or vice versa.16 The Tg is a critical temperature that characterizes the transition from a glassy, amorphous state to a rubbery, more mobile state. A higher Tg generally indicates greater physical stability.17 It is common practice to use Tg as a “benchmark” when evaluating a formulation’s likely stability concerning temperature and/or other storage conditions that may have an impact on Tg. It is well known that instabilities related to the drug and carrier, both chemical and physical, tend to be more noticeable above Tg than below Tg.18 Taking into account that crystallization kinetics often follow Arrhenius behaviour, where the rate of the process is exponentially dependent on temperature. Lower temperatures typically slow down crystallization kinetics, providing a kinetic barrier to the transition to the crystalline state. When there occurs a transition from the glass phase to the liquid phase at an increased temperature over Tg, ASD crystallises and phases out rapidly.19 According to the Tg − 50 °C rule, it is generally advised to keep ASD at a temperature that is at least 50 °C lower than its Tg. Conversely, a temperature known as the Kauzmann temperature (Tk) can be used to store the ASD at a point where molecular mobility can be completely stopped.20
Furthermore, a significant factor influencing the stability of ASD is the interaction between the moisture and the polymer or API. The medication’s stability and moisture sorption may be impacted by the hygroscopicity of the drug or polymer in ASD and the degree of moisture the drug is exposed to throughout storage.21 Amorphous forms absorb more water, leading to a plasticizing effect that lowers the transitional temperature and increases the crystallisation rate. Polymers also elicit this effect by forming hydrogen bonds with water or moisture, affecting the mobility of the dispersed API.22
A variety of technologies, including solvent evaporation, coprecipitation, melt agglomeration, spray drying, hot-melt extrusion (HME), KinetiSol® Dispersing (KSD), freeze drying, and supercritical fluid technology, have been employed to produce solid dispersions. Using various technologies to process materials into an amorphous state can result in a product with significantly differing performance and attributes. This could be explained by how processing aids, including solvents and plasticisers, and processing variables such as shear, temperature, and processing time, impact the product’s properties and performance.23 The selection of manufacturing techniques is guided by specific variables. These consist of the drug’s characteristics, such as its log P value, degradation temperature, and solubility in the solvent or polymer.1
HME and KSD technologies still pose challenges for pharmaceutical applications, as material degradation can occur during these processes due to elevated temperatures and excessive shear forces applied during fusion, necessitating adjustments to mitigate degradation.1 Freeze-drying is a valuable method for solid dispersion processing on a laboratory scale or for screening in drug discovery settings, as it requires minimal quantities of material. However, its industrial use for the production of solid dispersions is limited due to its high cost, long processing times, and significant energy consumption.24 Alternatives, the use of spray drying is advantageous for thermolabile materials at a commercial scale. Additionally, it is helpful in the early phases of drug development because it requires less material.1 However, upon scale-up of the solid dispersion-based spray drying process, the amount of feed solution to be prepared and its hold time increase. Therefore, it is essential to consider the potential challenges, such as the risk of product degradation due to high temperatures and the need for proper control of various parameters to achieve desired product characteristics.1
The understanding of the factors influencing the stability of spray-dried solid dispersions has been the focus of numerous studies. Spray-dried compounds may become less stable due to process stresses such as high temperatures, atomisation stresses, and air-liquid interfacial tensions. The drug may come into contact with hot gases or shear stress during atomization, which could cause the medication to lose its active ingredient and cause the product to become unstable.25 Also, finding a solvent system that is compatible with the formulation, has a minimal residue in the final product, and can solubilize the drug-polymer system is the most difficult part of this process. Non-homogenous ASD and prolonged processing durations may result from the components’ poor or partial solubility.26 On the one hand, the maximum concentration of residual solvents, especially organic solvents, must meet stringent standards for quality.27
The instability of ASD products arises from several factors, emphasising the critical need for close monitoring of spray drying process parameters. One significant challenge is the absence of reliable techniques to predict formulation stability. Additionally, a lack of comprehensive understanding regarding the physiochemical characteristics of drugs, polymers, and other additives contributes to the instability. Furthermore, the configuration of manufacturing processes lacks informed guidance, leading to a potential detriment to the efficacy of ASD products as they undergo recrystallization. Consequently, it is crucial to address stability issues and put stability-related strategies into practice, such as proper formulation design, and rigorous manufacturing process control, to reduce the risk of physical instability and to guarantee the long-term viability of the ASDs formulation in drug delivery systems. An effective small-scale screening technique can forecast the characteristics of the solid dispersion and offer crucial information regarding the suitability of the preparation procedure. The timeframe for formulation development and the economic budget could both be greatly shortened by using these screening techniques.13
The physicochemical stability of amorphous drugs requires an in-depth investigation of their structure. The reason for its relative under-exploration is mainly the lack of high-resolution analytical tools. However, in a recent study, researchers explored the molecular packing of amorphous posaconazole and its ASD using advanced analytical methods. They employed solid-state nuclear magnetic resonance and X-ray pair distribution functions analytical techniques. By using these two approaches, they were able to learn more about the chemical structure of the drug-polymer intermolecular interactions within the ASD. The structural insights gained from this study contribute to the knowledge of the physicochemical characteristics of amorphous drugs and provide useful data for the creation of stable amorphous formulations.28 In another study, the size of the drug-rich regions within ASDs was quantitatively evaluated using solid-state NMR. The researchers specifically used a method known as 19F centerband-only detection of exchange (CODEX). The findings of this investigation provide an understanding of how interactions between drugs affect the phenomenon of recrystallization in the restricted space of the polymer matrix.29
ASDs’ molecular miscibility and homogeneity are important characteristics that affect their processability, bioavailability, and physicochemical stability. Conventional methods including X-ray diffraction (XRD) and differential scanning calorimetry (DSC) can be used to detect crystalline drugs in an ASD matrix. However, these analytical techniques have not been as successful in establishing drug-polymer homogeneity in the amorphous form.30 Also, atomic force microscopy and scanning electron microscopy are limited to surface investigations. On the other hand, Raman and infrared spectroscopy have been widely employed to obtain useful chemical information regarding miscibility.31,32 It is specifically exploring the utility of employing fluorescence dyes to better understand miscibility and the size of phase-separated domains in ASD.33 Furthermore, a novel 1H spin diffusion NMR approach has been utilised for the sub-100 nm resolution quantification of molecular mixing in ASDs; it provides finer-grained monitoring of mixing. The nifedipine–poly(vinylpyrrolidone) ASDs made by spray drying and hot-melt extrusion were investigated using this method. The ASD made by hot-melt extrusion displayed heterogeneity on the ≥ 30 nm scale and inadequate equilibration, but spray-dried ASDs displayed homogeneous mixing.34
Several techniques have been employed to identify crystallisation in ASDs, such as Fourier-transform infrared spectroscopy (FTIR), DSC, and powder X-ray diffraction (XRPD). Nevertheless, the majority of these techniques are unable to identify extremely low crystallinity levels below 1 weight percent of the formulation weight 35, or when crystallite sizes drop below 10−5 cm.36 An ASD may have drug loadings as low as 10-15%, which implies that a sizable portion of the drug may have crystallised before it is detectable. In the study conducted by Correa-Soto et all,37 they compared the efficacy of XRPD and second harmonic generation (SHG) microscopy in identifying crystals in low drug-loading ASDs. Spray drying was used to create ASDs of flutamide (FTM) and ezetimibe (EZT) with hydroxypropyl methylcellulose acetate succinate (HPMCAS), which were then kept in a controlled environment to promote crystallisation. The findings demonstrate that, in comparison to XRPD, SHG microscopy demonstrated superior sensitivity in identifying and tracking crystal formation in spray-dried ASDs, allowing for earlier detection. SHG is a nonlinear optical process in which a given energy of light interacts with materials that are not centrosymmetric to produce a second energy of light.38 Coherent SHG can only arise from non-centrosymmetric systems; on the other hand, isotropic and centrosymmetric systems, such as liquids, glasses, and other amorphous materials, produce very little signal because of almost perfect cancellation.39 Many drugs have inherent chirality, which results in crystalline forms that are usually SHG-active.35
Spray drying design space for generating stable ASDs
Spray drying is a useful method for quickly eliminating a solvent from a system and creating a range of features that can be tailored to a specific need. Spray drying can be used to create eutectic mixes, solid dispersions, microparticles, nanoparticles, self-emulsifying delivery systems, and other powdered products. There are four crucial processes in the spray-drying process, which are shown in Figure 1. In the beginning, the liquid supply is atomized into tiny droplets via atomization. These droplets then begin to dry when they come into contact with the drying gas in the drying chamber. Dry particles are formed as a result of this drying step, which finally separates and collects away from the drying gas.40 Each of these steps is essential to produce dried particles with particular properties in an effective and regulated manner. There are numerous ways to modify the spray drying process, including changing the nozzle, the direction of flow, the design of the cyclone, the type and scale of the drying gas, and more.41
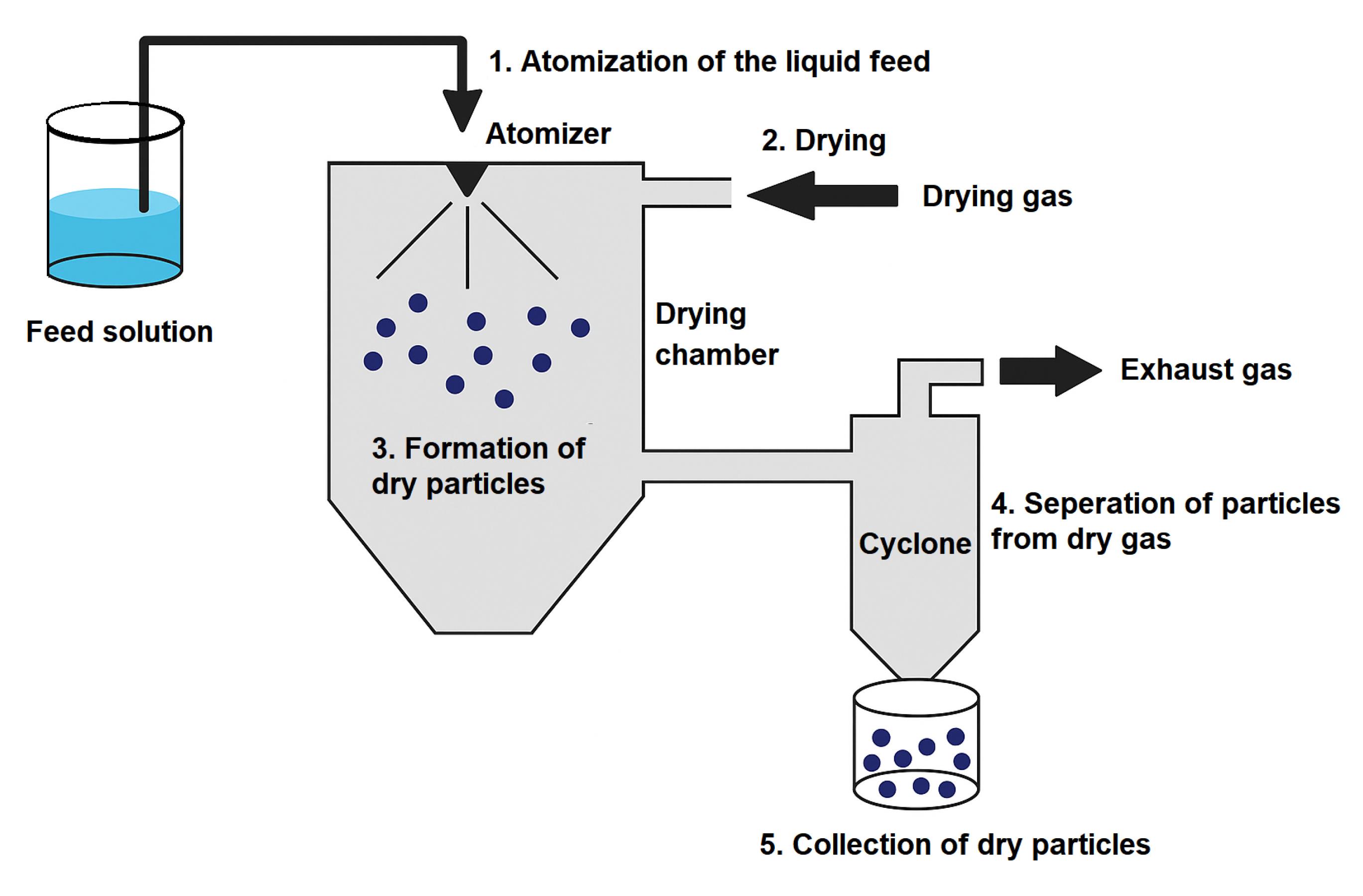
Figure 1.
Schematic representation of spray drying process steps
.
Schematic representation of spray drying process steps
Spray drying apparatuses come in a wide variety of configurations, including variations in the nozzle design, drying chamber geometry (height, width, material), flow direction (counter-current and co-current), cyclone design, type of drying gas, and course scale.42 The viscosity of the feed material and the type of atomizer system being used determine which feed pump should be used.43 Low-pressure pumps are recommended for rotating atomizers and bi-fluid nozzles, while high-pressure pumps are required for pressure nozzles.1
The atomizer is the core of a spray-drying system. The size range and size distribution of the droplets mainly depend on the atomizer. Atomizers can be divided into A two-fluid nozzle (2FN), three-fluid nozzle (3FN), pressure nozzles, and rotary nozzles.44 The 2FN and 3FN are the most commonly used atomizer. Figure 2a and 2b show two-fluid nozzle and three-fluid nozzle. A 2FN with a single channel is often employed in spray drying processes to atomize the feed solution, the feed solution is pumped through an inner channel, and the atomizing gas passes through a concentric outer channel.45 The 2FN can only have a single feed solution, which must be composed of compatible components and solvents. A 3FN, on the other hand, enables separate pumping of two feed solutions through two passageways. Two distinct materials can be sprayed-dried in two incompatible solution systems with this setup.46 For instance, using a 2FN for spray-drying omeprazole sodium and Eudragit L100 (EL100) was not possible. The inability of the two components to generate a co-dissolved feed solution resulted in drug precipitation and discolouration since omeprazole is unstable at low pH levels (the pH of the EL100 solution is 2.8). The separate drug and polymer solutions stayed stable throughout the procedure when the two components were spray-dried with a 3FN.46 Nevertheless, further study reveals that naproxen crystallised from the 3FN ASDs more quickly than it was produced from the 2FN. In 2FN, a single solution containing naproxen and polyvinylpyrrolidone (PVP) was made in an acetone and water mixture at a 1:1 volume ratio, while in 3FN, naproxen and PVP were separately dissolved in acetone and water, respectively. The 3FN nozzle’s inadequate mixing of acetone- and water-based solutions was attributed to the drug and polymer’s inhomogeneity. The formulated ASD was shown to be stable when drug-polymer solutions for 3FN were prepared using only acetone as a solvent. This finding implies that the instability of the 3FN ASD was caused by inadequate mixing of water and acetone solutions. The study provides insights into how the choice of nozzle and solvent affects the physical stability of spray-dried ASDs.47
In a pressure nozzle (Figure 2c), the droplets were formed by an abrupt pressure drop at the tip of the nozzle. At this point, the energy of the liquid upstream, in the form of pressure, was converted into velocity.48 It requires less energy to operate, and leaves fewer wall deposits. Conversely, the nozzle is prone to blockage and clogging, has a limited capacity, wears out quickly, and cannot be used with liquids that are very viscous or include crystals.49 Rotary nozzle (Figure 2d) atomises a feed liquid stream by using centrifugal energy from a disc or wheel rotating at high speed.50 The feed is delivered to the disk’s centre and pushed to the edge, where it quickly breaks up into droplets.51 The rotary atomizer can be used with high-viscosity liquid feeds and in systems with large capacities. The primary drawbacks are the following: relatively high energy consumption and high maintenance requirements, production of wall deposits (resulting from broad spray), and incorporation of air into the droplets due to air aspiration by the rotating wheel.52
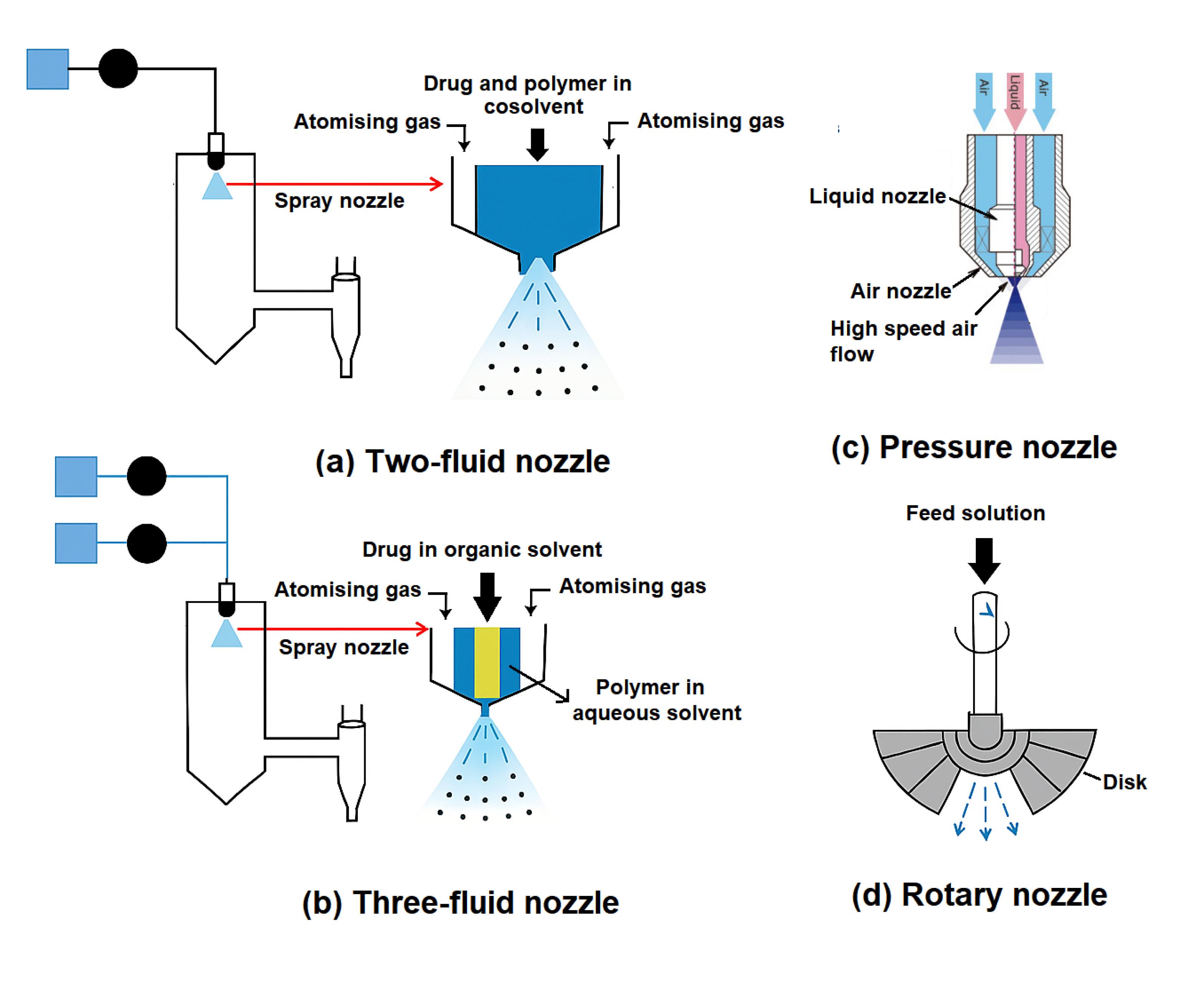
Figure 2.
Schematic illustration of various nozzle types used in spray drying: (a) Two-fluid nozzle, (b) Three- fluid nozzle, (c) Pressure nozzle, and (d) Rotary nozzle
.
Schematic illustration of various nozzle types used in spray drying: (a) Two-fluid nozzle, (b) Three- fluid nozzle, (c) Pressure nozzle, and (d) Rotary nozzle
The spray dryer’s heating chamber environment is regulated by the air heating and filtration system’s operational parameters.53 The fluid spray and the air contact time have an impact on airflow contact because they both affect the drying rate and drying intensity.54 In general, two types of feed-drying air flow conditions either open-loop or closed-loop. The open-loop system is the most widely used spray-drying design in the industry. The drying gas in this method is utilised only once before being expelled into the atmosphere following the proper post-treatment. The closed-loop configuration in which the drying gas is reheated and then reintroduced into the drying chamber after the solvent is removed is the most common in the pharmaceutical industry, particularly when producing solid dispersions.43 An inert gas, such as nitrogen, must be used as the drying medium in these systems because flammable organic solvents are commonly used in them. Despite higher initial costs, the closed-loop design is more cost-effective in regular operation due to its lower gas usage when compared to the open-loop version.49 Regarding the direction of the drying gas flow concerning the direction of the liquid atomization, there are two options: co-current flow (which is the same direction) and counter-current flow (which is the opposite way).53 To dry heat-sensitive materials, the co-current flow is preferred since the finished product comes into contact with the coolest air. In the counter-current flow, the dry product is in contact with the hottest air, and therefore it cannot be used with temperature-sensitive materials but is desirable in terms of higher thermal efficiency.49,53
The final step in the ASD process involves separating the resulting powder from the drying medium. Once dried, the particles are directed to a collector typically positioned at the base of a gas-stream cyclone, created by an aspirator located downstream of the exit filter, effectively preventing particles from entering the exhaust gas.55 In the pharmaceutical industry, cyclones and bag filters are frequently used as collection systems. Bag filters are ineffective for particle sizes less than 2 μm, while cyclone efficiency decreases dramatically for particle sizes less than 15 μm.56
Formulation aspect in spray drying-based solid dispersion technology
The drug, an organic solvent, and a polymer are the main components of spray-drying solutions. The characteristics of the drug substance require thorough evaluation as they significantly impact the product’s performance, stability during long-term storage, and production feasibility. The characteristics that need to be considered are solubility and miscibility in organic and aqueous solvents, interaction with polymers, melting point, and thermal stability.57
In general, drugs with limited water solubility and low in vivo bioavailability in a crystalline state are likely to benefit from the use of spray drying technology. The Biopharmaceutics Classification System (BCS) is a useful tool for forecasting oral absorption by taking into account a drug’s permeability and water solubility. Additionally, the formulator should establish the solubility profile and melting temperature (Tm) for basic drug characterization to facilitate effective screening.58 The maintenance of the ASD’s physical condition is of utmost importance, and drug potency, dosage, and solubility needs should all be considered when determining the ideal drug loading in the formulation.59 Based on marketed spray drying ASD products such as Nifedipine Afeditab® CR, Tacrolimus (Prograf®), Ivacaftor (Kalydeco®), and Telaprevir (Incivek®).60 Most drugs belong to Class II or Class IV in the BCS and exhibit low solubility which makes these drugs a good candidate for ASD. The high melting point of a compound is not restricted in spray drying such as in the case of Ivacaftor. Additionally, the drug loading should not be too high to allow the drug molecules to be surrounded by the polymer and prevent crystallisation. On the other hand, it is reported that the commercial product Kalydeco® is made as an 80% drug load spray-dried dispersion using the polymeric carrier HPMC-AS.61 The molecular weight and rotatable bond count were found to be important determinants of drug glass formation capacity. The ability of drugs to form stable ASD was found to be significantly impacted by several factors, including high molecular weight, relatively few benzene rings, low levels of molecular symmetry, and electronegative atoms, which may preferentially lead to glass formation rather than alternative fast crystallisation.62
Choosing the appropriate polymer is essential to producing a medicinal product with stable ASD. The optimal polymer should be able to keep the medication in its amorphous state during production, storage, and transportation, as well as increase the drug’s bioavailability.63 The physical characteristics of the resultant dispersion are significantly influenced by the drug-polymer interaction. One important noncovalent interaction that can be controlled to prolong the amorphous state of the active pharmaceutical ingredient (API) after spray drying is hydrogen bonding. The precise structural and physicochemical characteristics of the API and its polymeric excipients determine the presence and potency of hydrogen bonding.64 Polymethacrylates, cellulose derivatives, PVP and PVP/VA (vinyl acetate) are common polymers used in spray drying ASD. Moreover, spray-dried medication dispersions frequently use HPMC-AS as the polymer of choice.65 While HPMC-AS is frequently effective in processing and spray drying, it should not be regarded as the automatic choice for amorphous dispersions. The diversity of chemical structures in API requires a similar diversity in excipients.7
There are polymers with a variety of favourable features, but there are also drawbacks to take into account. For instance, copovidone (PVPVA) and povidone K30 (PVPK30) have a significant hygroscopicity that can lead to both chemical and physical instability in ASD, although these polymers may have great miscibility with an API that permits a high drug loading.66,67 As a result, ASD which uses many polymers as carriers provides an interesting option for getting over a single polymer’s drawbacks. Polymer blends and their impact on physical stability in ASD have been investigated.68,69 Whether a polymer is miscible or immiscible with the other polymer(s) is a crucial factor to take into account for these polymers mixed in ASD. ASD that consists of only one phase, with each component miscible with the others in the appropriate ratio, is frequently preferred. Marks et al. investigated the miscibility of several polymers made by spray-drying, including Eudragit 100 (a methacrylate copolymer), HPMCAS, HPMC, PVP, and others.70 They found that while the cellulosic polymers (HPMC and HPMCAS) were miscible with PVP at all ratios, they were not miscible with Eudragit 100 at certain ratios. The authors propose that polymer blends of hydrophobic and hydrophilic polymers can be used to control the performance of ASD. Despite the potential advantages of polymer blend ASD, the literature has not used them as much because of the added complexity involved in using polymer blends in ASDs as opposed to a single polymer.
In addition, the drug-to-polymer ratio is chosen depending on the characteristics of the polymer and should be easy to process, enabling the intermediate to be processed into dosage forms such as tablets or capsules. Preserving the drug’s amorphous nature in the final dose form is the main challenge of solid dispersion. High polymer levels and low drug strength can be used to achieve this57 During the first stage of the product’s development, a suitable polymer and drug loading should be chosen before spray-dried solid dispersions are manufactured.71 On the other hand, physicochemical interaction is to be taken into account to avoid unexpected outcomes of the dosage form at the final level as thermodynamics of crystallization/destabilization driving forces depend on the drug loading capacity, drug-polymer solubility and miscibility, and its glass transition (Tg).72 The functional groups of the polymer and API should be “tuned” to maximise the positive intermolecular attractive forces. A physically stable ASD can be achieved by selecting polymers with a larger molecular weight or by being able to create efficient drug-polymer intermolecular interactions.73
The selection of a solvent is crucial during the spray drying process that creates amorphous drugs since it has a significant impact on the product’s quality. In general, the solvent of choice should fulfil the following requirements: (1) possess outstanding drug solubility, which is essential for medicines to break down the crystal lattice and become amorphous. The carrier should also be highly soluble in the chosen solvent. (2) Maintain the medicines’ and the carrier’s chemical stability in the utilised solvent. (3) Not harmful to humans or the environment. (4) quick volatilization at a specific temperature to ensure safety and prevent explosion and combustion during the drying process.8 For example, in Efavirenz in Soluplus® solid dispersion, ethanol was the solvent of choice due to four factors: the high solubility of the polymer and API, the creation of a feed solution with a suitable viscosity, low toxicity, and high volatility to facilitate solvent evaporation during droplet drying.74
Finding a mutual solvent for the polymer and API can make the process of spray drying solvent selection relatively simple; however, as the solution dries to the final ASD particles, its composition can change, creating unfavourable conditions such as phase separation and other physical instabilities that may result from this, which may trigger recrystallization 75. Before beginning large-scale spray drying production, it is advisable to conduct some preliminary studies to investigate the drug’s solubility in potential solvent systems and excipients. When selecting a suitable solvent system, it is important to consider the effects of solution state chemistry on the molecular, particle, and bulk level properties of the final product, even if the drug and polymer are sufficiently soluble in various spray drying solvents. Consequently, it is possible to first anticipate the stability of the solid solution/solid dispersion combination.40 Incomplete solubility, precipitation or inhomogeneous mixing in the blend may be frozen due to high viscosity as a result of fast drying and eventually produce inhomogeneous component distribution in solid dispersions.1
These solvents could be organic (such as acetone, dichloromethane [DCM], methyl ethyl ketone, dioxane, tetrahydrofuran, ethyl acetate, chloroform, and acetonitrile) or aqueous (such as alcohols like methanol, ethanol, or isopropanol).40 Some types of solid dispersion carriers are only partially soluble in organic solvents due to their hydrophilic nature. Solvent mixtures like acetone-methanol, alcohol-DCM, and alcohol-water are frequently employed to get around this problem.76-78 It was found that utilising a DCM–acetone solvent mixture improved the miscibility of naproxen–PVP solid dispersions, followed by methanol–acetone and DCM–methanol.79 This work showed that spray drying from a solvent/anti-solvent mixture created solid dispersions with stronger drug-polymer miscibility, less crystallinity, and higher physical stability. Furthermore, the solvent has a significant influence on the molecular interactions between the drug and polymer in solution. For instance, rafoxanide (RAF) interacts with PVP in an aqueous solution of NaOH and acetone, but not in organic co-solvents of acetone and ethanol.80
According to the studies shown in Table 1, the stability of an API dispersed in a polymer has been linked to a variety of mechanisms, including the API’s solubility and miscibility in the polymer carrier, the polymer’s ability to slow down the API’s molecular mobility, the API and polymer’s molecular interaction, and/or steric hindrance or dilution caused by the polymer’s structure.81 The multi-component system ASD, which consists of drugs, an amorphous polymer matrix, and functional excipients, is seen as a positive step towards increasing physical stability. Numerous factors, including the creation of homogeneous dispersions and physical stability, should be taken into account when dealing with such systems.82
Table 1.
Studies formulated for ASD based on the spray drying approach
|
Model of drug
|
Carriers and additives
|
Outcomes
|
Reference
|
| Efavirenz (EFV) |
Polymer: Polyvinyl caprolactam–polyvinyl acetate–polyethene glycol graft copolymer (Soluplus®)
Solvent: Ethanol |
The drug did not crystallise in ASD formulations with lower and higher drug loading (10% and 44%, respectively) after one year at 22°C with moisture protection. These outcomes are attributed to Soluplus®, which can hydrogen bond with EFV, leading to decreased molecular mobility and being physically stable. In addition, lowering the hygroscopicity of the ASD increases drug loading. |
74
|
| Dipyridamole (DPM) and cinnarizine (CNZ) |
Polymers: Polyvinyl pyrrolidone K30 and hydroxypropyl methylcellulose K100
Surfactants: sodium dodecyl sulphate and poloxamer 188
Solvent: dichloromethane-ethanol mixture |
The surfactant's incorporation into binary (drug-polymer) and ternary (drug-polymer-polymer) ASDs had a negative impact on their physical stability and dissolution. Therefore, to create optimal formulations of supersaturating dosage forms, research into the effects of additive combinations on amorphous drug crystallisation during dissolution and stability studies is advised. |
82
|
| Probucol, Danazol, and Phenytoin |
Polymers: hydroxypropyl methylcellulose acetate succinate
HPMCAS: A-MA (methoxy), A-CEA (succinate), A-HPA (hydroxypropyl), A-PAA (acetate), P(GATA) (acetate), and D-P(GATA) (hydroxyl).
Solvent: acetone or acetone/methanol mixture |
All HPMCAS analogues produced amorphous phenytoin and danazol up to 50% weight loading, while high polymeric Tg and hydrophobic methoxy functionality were essential for inhibiting the rapid partitioning of probucol into the crystalline domain. These findings provide a basic understanding of the interactions that medicines and excipient microstructures can have in excipient formulation applications. |
83
|
| Repaglinide |
Polymers: Eudragit E100, hydroxypropyl cellulose (HPC) and PVP
Solvent: Ethanol |
Since Eudragit E100 demonstrated greater saturation solubility and a faster rate of dissolution than the other polymers, it was chosen as the best polymer for creating solid dispersion. After six months of storage at room temperature, the optimised ASD formulation made with Eudragit E-100 was still in an amorphous state. |
84
|
| Celecoxib (CLX) |
Polymers: Isomalt and PVP K30
Solvent: Ethanol and water |
After being stored at 75% RH for a month, formulations were recrystallized. After being stored in a high-humidity environment, it appears that the presence of humidity could alter the crystallinity of CLX. Water can act as a plasticizer to lower amorphous systems' Tg and hasten the recrystallization process. |
85
|
| Curcumin |
Polymer: Gelucire®50/13 (stearoyl macrogol-32 EP)-Aerosil®
Solvent: Ethanol and water |
Both curcumin and Gelucire®50/13 possess non-polar characteristics, promoting their interaction through intermolecular van der Waals forces. The application of heat provides additional energy, facilitating these interactions and leading to the solubilization of curcumin in the melted carrier. The physical stability of the dispersion was confirmed by the absence of significant changes in FTIR spectra, DSC, X-ray diffraction (XRD), and thermogravimetric analysis (TGA) results during a 90-day evaluation period indicating favourable physical-chemical stability of the microparticles. |
86
|
| Enzalutamide (ENZ) |
Polymer: hydroxypropyl
4 methylcellulose acetate succinate (HPMC-AS)
Solvent: Acetone and water |
Water can efficiently reduce the hydrodynamic diameter of HPMC-AS by 20%, from 220 nm to 160 nm, when added (up to 30% volume percentage). The creation of a homogeneous amorphous phase and the prevention of ENZ crystallisation after spray drying are both results of this reduction, which improves the miscibility of the drug and polymer. |
87
|
| Ezetimibe |
Polymer: HPMCAS
Coating: aluminum oxide (ALC) |
Aluminium oxide (ALC) was used to coat ASD microparticles in a solvent-free method that reduced agglomeration, decreased hygroscopicity, and increased wettability, flowability, and compressibility. The uncoated ASDs with 50% and 70% drug loadings showed crystallisation within a few days of accelerated storage, whereas the coated samples showed no evidence of physical instability even after two years. |
88
|
| Griseofulvin (GRI) |
Polymers: Poly (vinylpyrrolidone-co-vinyl acetate) (PVPVA) or Soluplus® |
This study demonstrates how drug dose, glass transition temperature, and particle size affect the beginning of ASD crystallisation. The supersaturation increases with increasing API concentration, which causes crystallisation to occur more quickly. Additionally, the crystallization-onset time was earlier for small particles than for larger ones. Additionally, compared to the GRI/Soluplus® ASD, the GRI/PVPVA ASD showed a substantially higher glass transition temperature and a delayed crystallization-onset time. |
89
|
| Delamanid (DLM) |
Polymers: (HPMC and PVPVA) and three weakly acidic polymers (Eud-L100, HPMCP and HPMCAS)
Solvent: Dichloromethane and methanol |
It was discovered that the small quantities of crystallinity during preparation limited the drug release for ASD of the free base. Sulfonic acid-containing delamanid salts had noticeably better amorphous stability. The salts of tosylate, besylate, edisylate, and mesylate exhibited strong chemical and physical stability along with elevated glass transition temperatures. |
90
|
Critical process parameters in spray drying technology
As shown in Figure 3, there are mainly two categories of relevant factors in the spray drying process: feed solution parameters and process factors.91 The feed solution’s viscosity, surface tension, density, chemical stability, and composition make up the former. The majority of the process parameters are machine-related and include airflow pattern, drying gas flow pattern, feed rate, atomizing gas type, nozzle type, and inlet/outlet temperature.92 The adjustment of the spray drying process is a challenging process due to the interplay of various parameters.
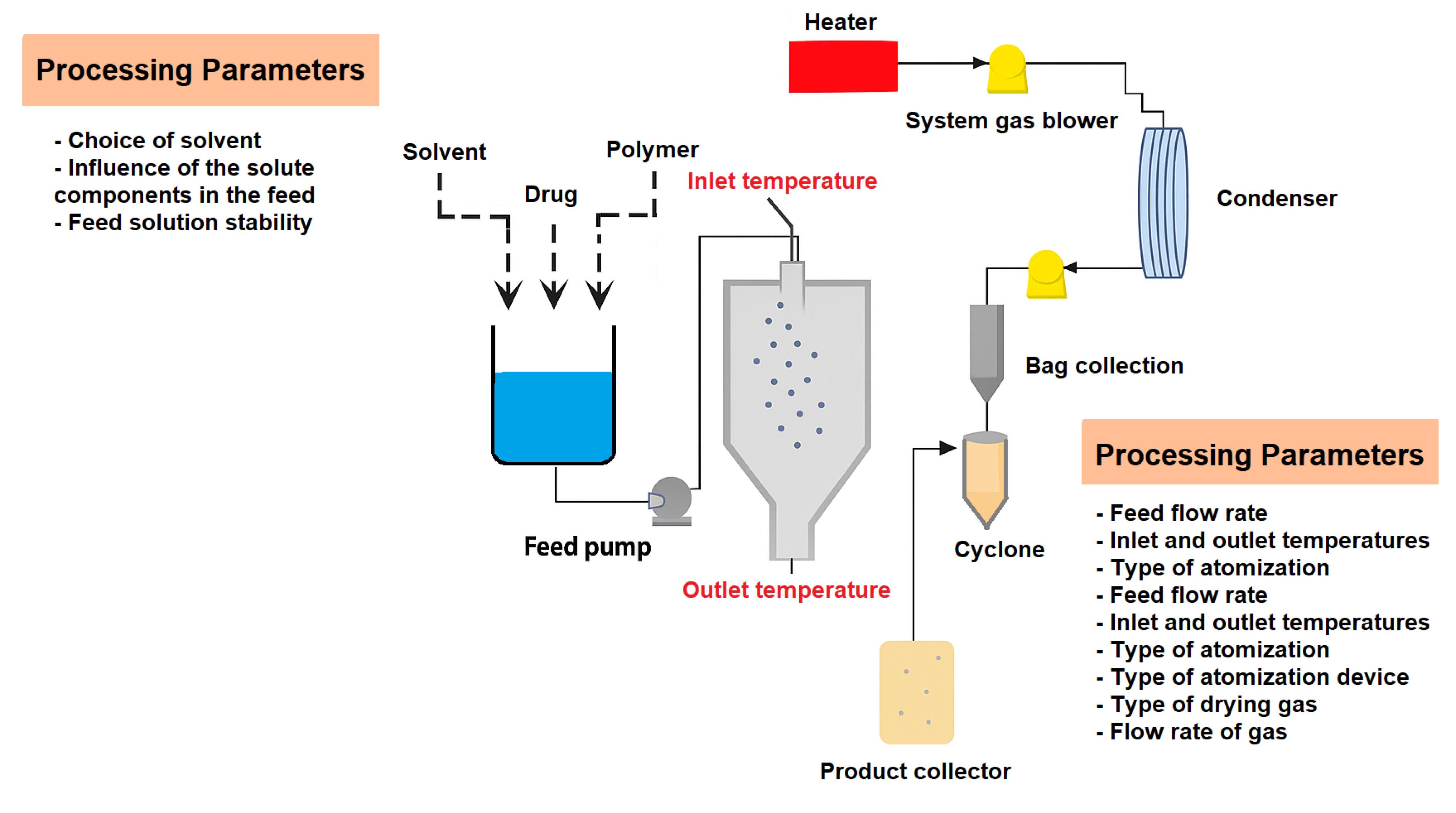
Figure 3.
Factor affecting the formation of stable ASD in the spray drying method
.
Factor affecting the formation of stable ASD in the spray drying method
Spray-dried solutions might be suspensions or dissolved solutions. The solubility of the drugs or excipients in the solvent or the attainment of the highest solution viscosity that can be atomized are the two factors that determine the API concentration in dissolved solutions.93 If the solubility of the API is restricted, suspensions can be made when an amorphous form is not required.94 The feed solution/suspension is pumped into the drying chamber. Due to the usage of pumps, there is a restriction on the feed viscosity, the higher the viscosity, the more difficult it is for droplets to form, and may cause clogging problems in the tubes.95 The atomisation of the feed is made possible by the grade and concentration of the polymeric carrier, liquids having a viscosity of less than 300 mPas may get atomised.96,97 Also, the addition of surfactants to the feed reduces surface tension and produces small droplet sizes.98 The mean droplet size and droplet size distribution are the main characteristics of the droplet spray that results from atomization, and these characteristics are reflected in the characteristics of the resulting powder.99
Moreover, the feed rate or the mass of transferred powder per unit of time regulates the quantity of solid matter and solvent that enters the drying chamber. Thus, changing the feeding rate can change physicochemical parameters such as density, shape, particle size, and solvent evaporation rate. Higher feed rates have been shown to cause end particles to have a higher moisture content and might result in overloading the condenser in closed loop setup.92
The capacity to remove the solvent by evaporation is determined by the inlet temperature, which is the temperature of the drying medium (gas stream). The selection of inlet temperature depends mainly on the solvent’s boiling point as well as the components of the formulation’s physical and chemical stability.5 Setting the temperature as high as feasible will result in the lowest moisture content in the product while limiting the thermal destruction of the active ingredients. High inlet temperatures also aid in preventing microstructure collapse, adherence of particles to the drying chamber walls, and particle agglomeration.101 A high inlet temperature nevertheless helps ensure a rapid rate of solvent evaporation, which has an impact on particle production and the stability of the final product because crystallising materials have the potential to clog the nozzle and potentially damage thermally sensitive compounds.95
On the other hand, the slower rate of evaporation gives molecules enough time to rearrange, causing phase separation and sometimes even the beginning of crystallisation.5 Higher inlet temperatures and a slight difference in temperature between the inlet and the output can be achieved to produce dry particles.102 The particle’s water content may be affected by the increase in this differential, resulting in high humidity.1 Since the drying gas’s outlet temperature is dependent on the solvent vaporisation enthalpy, the solid load in the feed, the inlet temperature, and the drying gas flow rate, an operator cannot directly adjust it.95 For instance, a higher pump velocity lowers the outlet temperature, which increases the difference between the inlet and outlet temperatures and raises the product’s humidity.103 The outlet temperature affects both the amount of moisture in the spray-dried product and the amount of organic solvents that remain.104 Dry particle generation is made possible by the low boiling point solvents, which evaporate easily.105
Spray drying has employed a variety of atomization gases, including compressed air, N2, and CO2. The impact of atomization and drying gas type on crystallisation has been investigated by Islam and Langrish.106 According to their findings, the drying and atomizing gas had an impact on the crystallinity of the final spray-dried lactose in the order of most crystallinity to least: N2 > air > CO2. This could be because CO2 has a higher mass transfer and temperature than N2 and air, which improves the conditions for the formation of amorphous materials. Also, CO2 is more efficient in the drying process and up to 20% faster drying than air saving 4% on energy use for the heat input.107
A Buchi mini-spray dryer B-290 was used to create the ketoprofen spray-dried solid dispersion products. The operating parameters were set to 80 °C for the inlet temperature, 60 °C for the outlet temperature, and 5 mL/min for feed. It is important to note that the inlet temperature must not be higher than 80 °C to prevent the resultant solid from changing into a semisolid condition in the collecting chamber. This is important because the mixture has a low theoretical Tg, which means that if it is stored at a temperature greater than its Tg, it will go through a solid transition process.108 Another study used a lab-scale Buchi 191 nozzle-type micro spray drier to manufacture valsartan solid dispersion. The temperatures at the inlet and outlet were 120 °C and 65–70 °C, respectively. The flow rate was at 3 mL/min, and the aspirator setting of 10 was used to maintain the atomization of the drying air, meaning that the pressure within the aspirator vessels was around -25 mbar.109
Moreover, it is important to understand the impact of the processing route on the dissolution performance of the materials. Changes in process parameters can also change the spray-dried material’s crystallinity, which in turn affects its rate of dissolution and bioavailability.1 Drug dissolution rates can be greatly influenced by drug concentration in the feed solution, the choice of polymer, the choice of surfactant and the ratio of polymer/surfactant/drug.7 According to a study conducted by Kauppinen et al,110 Diazepam solid dispersions with mannitol as a hydrophilic matrix were produced using the spray drying technique (3-fluid nozzle). It was found that the water/organic solvent ratio is the most significant factor affecting the dissolution rate, whereas the dissolution rate increased with increasing water/organic solvent ratio. It was also observed that the dissolution rate increased with increasing atomizing airflow. On the other hand, the type of organic solvent, total solid content, and feed flow rate had no significant effect.
In another study, the effects of nitrogen flow rate, sample concentration, and pump speed on the dissolution profiles of solid dispersions of the model drug (nilvadipine or nifedipine) prepared by the spray drying method were evaluated.111 The results showed that a higher supersaturated dissolution profile and a more stable physical state were achieved with a low nitrogen flow rate and a high sample concentration. This suggests that the spray drying parameters most critical for enhancing solubility behaviour may also play a key role in improving physical stability, indicating a relationship between physical stability and solubility behaviour. At high nitrogen flow rates, rapid solvent evaporation causes solute particles to migrate to the droplet surface, leading to phase separation and the formation of crystalline particulates or large amorphous aggregates. This results in poor solubility and physical instability. In contrast, low nitrogen flow rates allow slower evaporation, promoting uniform solute distribution and a homogeneous drug–polymer matrix, enhancing solubility and physical stability.111 At low sample concentrations, rapid solvent evaporation driven by high saturated vapour pressure prevents solute diffusion to the core, causing surface agglomeration and heterogeneous drug–polymer distribution. This results in poor solubility and physical instability. Conversely, high sample concentrations slow evaporation due to lower vapour pressure, allowing uniform solute distribution and a homogeneous matrix, which enhances solubility and physical stability.111 Regarding the effect of pump speed, clear trends were not shown compared with the effects of nitrogen flow rate and sample concentration. These results indicated the role of the spray drying process conditions on the physical states and the dissolution performance of the solid dispersions.
Role of QbD and PAT in spray drying
The demand for more reliable, effective methods of spray-drying process design, scalability, and, ultimately, product quality assurance persists despite the growing number of pharmaceutical medications that are being commercialised.92 Process and product understanding is critical to achieving the goal of integrating quality into the product during the development process. Therefore, the use of quality by design (QbD) in the product development stage has become more demanded by regulatory bodies. QbD is an approach for creating high-quality products with predetermined goals, an understanding of important processes, and product parameters based on risk assessment.112 Design space, specifications, and manufacturing controls are established by considering the data gathered from pharmaceutical development research and manufacturing experience. It is important to identify the critical quality attributes (CQA) and critical process parameters (CPP) in spray drying to investigate the impact of their modification on the final product’s quality.7
Identifying the quality target product profile (QTPP) that is defined as the desired highlights expected in the formulated drug product. is the first step in a QbD approach to spray-drying process development to be a safe and effective drug product.113 Subsequently, it is necessary to understand the connections between spray-drying critical process parameters (CPPs), critical material attributes (CMAs) and ASD critical quality attributes (CQA) so a robust control strategy can be developed. Based on previous knowledge and preliminary experimental data, risk assessment tools can be used to identify and rank parameters (e.g., process, equipment, input materials) that have the potential to affect the quality of the result.114
It is possible to identify a product design space, choose a suitable manufacturing method, and create a control strategy that will yield consistent quality across time by linking CMAs and CPPs to the estimated CQAs.115 Design of experiments (DoE) is a systematic approach used to assess the link between variables influencing a process and its end product. DoE connects CMAs and CPPs to CQAs and obtains sufficient data about the influence of these factors on QTPP. The risk assessment should be implemented before the experiment’s design is carried out.
Controlled manufacturing procedures are necessary to ensure that the amorphous medication does not undergo phase separation or recrystallization. Process analytical technology (PAT) is one of the components that could be included in a strategy for process control. PAT is a process analysis and control tool used in pharmaceutical production that measures CPPs that affect CQA and also allows for direct measurement of CQAs, facilitating real-time release testing.116 Nuclear magnetic resonance (NMR), Raman, and UV–VIS spectroscopy are among the most often utilised spectroscopic techniques. Furthermore, a variety of other PAT analytical techniques, including tunable diode laser absorption spectroscopy (TDLAS), focused beam reflectance measurements (FBRM), nanometric temperature measurement (MTM), and near-infrared spectroscopy (NIR), are extensively used in the pharmaceutical manufacturing industry and are crucial to the real-time monitoring of processes.117
Commercial products using spray drying technology
Over the past few years, ASD formulations have received more attention from both academics and industry.57,118,119 The US-FDA approved pharmaceutical products based on ASDs that use spray drying techniques are listed in Table 2.6,26,121 Prograf® was the first commercially available spray-dried medication. This cleared the path for many new chemical entities (NCEs) utilising this method to be commercialised. There will likely be more commercial dosage forms in the future as more and more studies elucidate a deeper knowledge of spray-dried dispersions.42
Table 2.
Some of commercial ASD products based on spray drying
|
Trade name
|
Chemical name
|
Company
|
Year of approval
|
| Prograf® |
Tacrolimus |
Astellas Pharma |
1994 |
| Intelence® |
Etravirine |
Janssen |
2008 |
| Modigraf® |
Tacrolimus |
Astellas Pharma |
2009 |
| Zortress® |
Everolimus |
Novartis |
2010 |
| Incivek® |
Telaprevir |
Vertex |
2011 |
| Kalydeco® |
Ivacaftor |
Vertex |
2012 |
| Harvoni® |
Ledipasvir/Sofosbuvir |
Gilead Sciences |
2014 |
| Epclusa® |
Sofosbuvir/Velpatasvir |
Gilead Sciences |
2016 |
| Orkambi® |
Lumacaftor/Ivacaftor |
Vertex |
2016 |
| Zepatier® |
Elbasvir/Grazoprevir |
Merck |
2016 |
| Erleada® |
Apalutamide |
Janssen |
2018 |
| Trikafta® |
Elexacaftor (Crystalline)/Ivacaftor/Tezacaftor |
Vertex |
2019 |
| Symdeko® |
Tezacaftor/Ivacaftor and Ivacaftor |
Vertex |
2019 |
Furthermore, spray drying has demonstrated notable advancement in producing specific biological products. The first biological product to be licenced for spray-drying was ExuberaVR, a Pfizer-developed insulin inhalation powder in 2006. However, ExuberaVR was later withdrawn from the market.121 The Trelstar LA by Verity Pharmaceuticals in 2010 is another important progression in the field of spray-drying-based pharmaceuticals. Trelstar LA is an intramuscular injectable suspension of microspheres loaded with triptorelin pamoate. It is mostly used to treat diseases linked to hormones, including endometriosis, prostate cancer, and early puberty.121 Also, Ispen introduced Somatuline LA, a lanreotide acetate microsphere solution, in 2013. The therapy has demonstrated efficacy in the management of some forms of neuroendocrine tumours and acromegaly, a disorder characterised by an overproduction of growth hormone.122 The approval of RaplixaVR, the first aseptic spray-dried biologic topical formulation created by ProFibrix BV, in 2015 marked a significant advancement in the field of spray-dried biologic formulations. Fibrin sealant (human), commonly referred to as RaplixaVR, is used to control bleeding after surgery.123 Moreover, INBRIJA, a levodopa formulation made of dry powder and created by Acorda Therapeutics Inc., received FDA approval in 2018. When inhaled directly into the lungs via a specialised inhaler device, this innovative medication allows for rapid absorption and prompt treatment of Parkinson’s symptoms.124
Future Perspectives
The USFDA approved 48 drug products (DPs) for ASDs between 2012 and 2023, including 36 distinct medications in 10 therapeutic categories. Copovidone (49%) and HPMCAS (30%) are the most widely used polymers, while the most prevalent manufacturing processes are HME (35%) and spray drying (54%).124 Moreover, electrospraying is a new manufacturing technology used to prepare ASD products, appearing in 2023 with the approval of Phyrago. Atomization of the feed solution is generated by electrical forces, and particles are formed through rapid evaporation of the solvent, similar to spray drying.125,126
However, there are just a few formulations that are commercialised utilising an ASD technique, approximately four per year, even though the vast majority of novel chemical entities have poor aqueous solubility properties. It is expected that a wider variety of formulation and manufacturing techniques will be applied to ASD medicinal product formulations and intermediates in the upcoming years. It is anticipated that there would be more product introductions using patient-centred aspects, especially for the paediatric patient group. Also, more drug products are probably going to be introduced in certain therapeutic areas such as antivirals.127 Although PVPVA and HPMCAS are the most widely used, it is anticipated that the variety of polymer types employed in ASD formulations will continue to grow in the future. Polymers like HPMCP and polymethacrylates, which are both present in one recent ASD product approval. The development of a novel class of HPMC polymers (Affinisol) with enhanced HME processability properties and organic solvent solubility may lead to new formulation and processing approaches. Improvements in ASD manufacturing (such as solvent recycling) and increased use of methods like HME, KinetiSol, electrospraying, supercritical fluid technology, and continuous precipitation techniques are anticipated as the pharmaceutical sector strives for sustainability.127 Furthermore, emerging innovations such as ultrasound-assisted drying, nano spray drying, vacuum drying, dehumidified air systems, superheated steam, pulse combustion, foam, and flame spray drying are ushering in a new era of spray drying technologies. These advancements offer enhanced powder uniformity, improved preservation of active compounds, and greater energy efficiency. By refining particle size control, minimising nozzle blockages, and enhancing the stability of sensitive bioactives, these technologies significantly optimise the spray drying process.128
Conclusion
Spray drying is a method of creating ASD formulations by atomizing the solution into tiny droplets and then drying them to form solid particles. Spray drying is becoming more and more popular because of its high throughput and quick processing time. However, the lack of understanding of the spray drying process frequently leads to low-quality products and poor process efficiency. To ensure that the final lyophilized product is as stable as possible, formulation excipients and lyophilization process parameters need to be carefully determined. Well-established designs of lyophilized therapeutic formulations can frequently be used to create lyophilized drugs that can be successfully stabilised. DoE methodologies and/or statistical modelling are becoming more and more popular tools in ASD development to help with excipient selection. These methods help to quickly and efficiently screen formulation options and forecast the best formulations for increased stability. Additionally, one benefit of the spray drying process is that many parameters can be modified during the process to improve the product’s stability and shelf life. The most significant spray drying adjustable factors that can have a direct impact on the finished powders’ physicochemical characteristics are the inlet drying air temperature, the kind of atomizer, feed flow rate, and drying airflow rate.
Competing Interests
The authors declare no conflict of interest.
Ethical Approval
Not applicable.
References
- Singh A, Van den Mooter G. Spray drying formulation of amorphous solid dispersions. Adv Drug Deliv Rev 2016; 100:27-50. doi: 10.1016/j.addr.2015.12.010 [Crossref] [ Google Scholar]
- Everaerts M, Van den Mooter G. Complex amorphous solid dispersions based on poly(2-hydroxyethyl methacrylate): study of drug release from a hydrophilic insoluble polymeric carrier in the presence and absence of a porosity increasing agent. Int J Pharm 2019; 566:77-88. doi: 10.1016/j.ijpharm.2019.05.040 [Crossref] [ Google Scholar]
- Huang S, Mao C, Williams RO 3rd, Yang CY. Solubility advantage (and disadvantage) of pharmaceutical amorphous solid dispersions. J Pharm Sci 2016; 105(12):3549-61. doi: 10.1016/j.xphs.2016.08.017 [Crossref] [ Google Scholar]
- Bellantone RA. Fundamentals of amorphous systems: thermodynamic aspects. In: Hancock BC, ed. Amorphous Solid Dispersions: Theory and Practice. New York: Springer; 2014. p. 3-34. doi: 10.1007/978-1-4939-1598-9_1.
- Mendonsa N, Almutairy B, Kallakunta VR, Sarabu S, Thipsay P, Bandari S. Manufacturing strategies to develop amorphous solid dispersions: an overview. J Drug Deliv Sci Technol 2020; 55:101459. doi: 10.1016/j.jddst.2019.101459 [Crossref] [ Google Scholar]
- Vasconcelos T, Marques S, das Neves J, Sarmento B. Amorphous solid dispersions: rational selection of a manufacturing process. Adv Drug Deliv Rev 2016; 100:85-101. doi: 10.1016/j.addr.2016.01.012 [Crossref] [ Google Scholar]
- Patel BB, Patel JK, Chakraborty S, Shukla D. Revealing facts behind spray dried solid dispersion technology used for solubility enhancement. Saudi Pharm J 2015; 23(4):352-65. doi: 10.1016/j.jsps.2013.12.013 [Crossref] [ Google Scholar]
- Wang B, Liu F, Xiang J, He Y, Zhang Z, Cheng Z. A critical review of spray-dried amorphous pharmaceuticals: synthesis, analysis and application. Int J Pharm 2021; 594:120165. doi: 10.1016/j.ijpharm.2020.120165 [Crossref] [ Google Scholar]
- Shetty N, Park H, Zemlyanov D, Mangal S, Bhujbal S, Zhou QT. Influence of excipients on physical and aerosolization stability of spray dried high-dose powder formulations for inhalation. Int J Pharm 2018; 544(1):222-34. doi: 10.1016/j.ijpharm.2018.04.034 [Crossref] [ Google Scholar]
- Wu Q, Kennedy MT, Nagapudi K, Kiang YH. Humidity induced phase transformation of poloxamer 188 and its effect on physical stability of amorphous solid dispersion of AMG 579, a PDE10A inhibitor. Int J Pharm 2017; 521(1-2):1-7. doi: 10.1016/j.ijpharm.2017.01.059 [Crossref] [ Google Scholar]
- Zhu DA, Zografi G, Gao P, Gong Y, Zhang GG. Modeling physical stability of amorphous solids based on temperature and moisture stresses. J Pharm Sci 2016; 105(9):2932-9. doi: 10.1016/j.xphs.2016.03.029 [Crossref] [ Google Scholar]
- Qi S, Moffat JG, Yang Z. Early stage phase separation in pharmaceutical solid dispersion thin films under high humidity: improved spatial understanding using probe-based thermal and spectroscopic nanocharacterization methods. Mol Pharm 2013; 10(3):918-30. doi: 10.1021/mp300557q [Crossref] [ Google Scholar]
- Meng F, Gala U, Chauhan H. Classification of solid dispersions: correlation to (i) stability and solubility (ii) preparation and characterization techniques. Drug Dev Ind Pharm 2015; 41(9):1401-15. doi: 10.3109/03639045.2015.1018274 [Crossref] [ Google Scholar]
- Tung NT, Tran CS, Nguyen TL, Pham TM, Chi SC, Nguyen HA. Effect of surfactant on the in vitro dissolution and the oral bioavailability of a weakly basic drug from an amorphous solid dispersion. Eur J Pharm Sci 2021; 162:105836. doi: 10.1016/j.ejps.2021.105836 [Crossref] [ Google Scholar]
- Wegiel LA, Zhao Y, Mauer LJ, Edgar KJ, Taylor LS. Curcumin amorphous solid dispersions: the influence of intra and intermolecular bonding on physical stability. Pharm Dev Technol 2014; 19(8):976-86. doi: 10.3109/10837450.2013.846374 [Crossref] [ Google Scholar]
- Shivam M. Mechanical Properties of Amorphous Systems: A Computational Study [thesis]. Singapore: Nanyang Technological University; 2021.
- Kapourani A, Vardaka E, Katopodis K, Kachrimanis K, Barmpalexis P. Crystallization tendency of APIs possessing different thermal and glass related properties in amorphous solid dispersions. Int J Pharm 2020; 579:119149. doi: 10.1016/j.ijpharm.2020.119149 [Crossref] [ Google Scholar]
- Iyer R, Petrovska Jovanovska V, Berginc K, Jaklič M, Fabiani F, Harlacher C. Amorphous solid dispersions (ASDs): the influence of material properties, manufacturing processes and analytical technologies in drug product development. Pharmaceutics 2021; 13(10):1682. doi: 10.3390/pharmaceutics13101682 [Crossref] [ Google Scholar]
- Lapuk SE, Mukhametzyanov TA, Schick C, Gerasimov AV. Crystallization kinetics and glass-forming ability of rapidly crystallizing drugs studied by fast scanning calorimetry. Int J Pharm 2021; 599:120427. doi: 10.1016/j.ijpharm.2021.120427 [Crossref] [ Google Scholar]
- Blaabjerg LI, Bulduk B, Lindenberg E, Löbmann K, Rades T, Grohganz H. Influence of glass forming ability on the physical stability of supersaturated amorphous solid dispersions. J Pharm Sci 2019; 108(8):2561-9. doi: 10.1016/j.xphs.2019.02.028 [Crossref] [ Google Scholar]
- Rumondor AC, Dhareshwar SS, Kesisoglou F. Amorphous solid dispersions or prodrugs: complementary strategies to increase drug absorption. J Pharm Sci 2016; 105(9):2498-508. doi: 10.1016/j.xphs.2015.11.004 [Crossref] [ Google Scholar]
- Li N, Taylor LS. Tailoring supersaturation from amorphous solid dispersions. J Control Release 2018; 279:114-25. doi: 10.1016/j.jconrel.2018.04.014 [Crossref] [ Google Scholar]
- Mahmah O, Tabbakh R, Kelly A, Paradkar A. A comparative study of the effect of spray drying and hot-melt extrusion on the properties of amorphous solid dispersions containing felodipine. J Pharm Pharmacol 2014; 66(2):275-84. doi: 10.1111/jphp.12099 [Crossref] [ Google Scholar]
- Jakubowska E, Lulek J. The application of freeze-drying as a production method of drug nanocrystals and solid dispersions–a review. J Drug Deliv Sci Technol 2021; 62:102357. doi: 10.1016/j.jddst.2021.102357 [Crossref] [ Google Scholar]
- Preston KB, Randolph TW. Stability of lyophilized and spray dried vaccine formulations. Adv Drug Deliv Rev 2021; 171:50-61. doi: 10.1016/j.addr.2021.01.016 [Crossref] [ Google Scholar]
- Bhujbal SV, Mitra B, Jain U, Gong Y, Agrawal A, Karki S. Pharmaceutical amorphous solid dispersion: a review of manufacturing strategies. Acta Pharm Sin B 2021; 11(8):2505-36. doi: 10.1016/j.apsb.2021.05.014 [Crossref] [ Google Scholar]
- Szabó E, Záhonyi P, Brecska D, Galata DL, Mészáros LA, Madarász L. Comparison of amorphous solid dispersions of spironolactone prepared by spray drying and electrospinning: the influence of the preparation method on the dissolution properties. Mol Pharm 2021; 18(1):317-27. doi: 10.1021/acs.molpharmaceut.0c00965 [Crossref] [ Google Scholar]
- Chen Z, Nie H, Benmore CJ, Smith PA, Du Y, Byrn S. Probing molecular packing of amorphous pharmaceutical solids using X-ray atomic pair distribution function and solid-state NMR. Mol Pharm 2023; 20(11):5763-77. doi: 10.1021/acs.molpharmaceut.3c00628 [Crossref] [ Google Scholar]
- Phyo P, Xu W, Frank D, Li T, Su Y. Probing molecular packing of drug substances in nanometer domains in pharmaceutical formulations using 19F magic angle spinning NMR. J Phys Chem C 2022; 126(29):12025-37. doi: 10.1021/acs.jpcc.2c01871 [Crossref] [ Google Scholar]
- Purohit HS, Ormes JD, Saboo S, Su Y, Lamm MS, Mann AK. Insights into nano- and micron-scale phase separation in amorphous solid dispersions using fluorescence-based techniques in combination with solid state nuclear magnetic resonance spectroscopy. Pharm Res 2017; 34(7):1364-77. doi: 10.1007/s11095-017-2145-z [Crossref] [ Google Scholar]
- Keratichewanun S, Yoshihashi Y, Sutanthavibul N, Terada K, Chatchawalsaisin J. An investigation of nifedipine miscibility in solid dispersions using Raman spectroscopy. Pharm Res 2015; 32(7):2458-73. doi: 10.1007/s11095-015-1638-x [Crossref] [ Google Scholar]
- Liu J, Cao F, Zhang C, Ping Q. Use of polymer combinations in the preparation of solid dispersions of a thermally unstable drug by hot-melt extrusion. Acta Pharm Sin B 2013; 3(4):263-72. doi: 10.1016/j.apsb.2013.06.007 [Crossref] [ Google Scholar]
- Purohit HS, Taylor LS. Miscibility of itraconazole-hydroxypropyl methylcellulose blends: insights with high resolution analytical methodologies. Mol Pharm 2015; 12(12):4542-53. doi: 10.1021/acs.molpharmaceut.5b00761 [Crossref] [ Google Scholar]
- Lu X, Huang C, Lowinger MB, Yang F, Xu W, Brown CD. Molecular interactions in posaconazole amorphous solid dispersions from two-dimensional solid-state NMR spectroscopy. Mol Pharm 2019; 16(6):2579-89. doi: 10.1021/acs.molpharmaceut.9b00174 [Crossref] [ Google Scholar]
- Schmitt PD, Trasi NS, Taylor LS, Simpson GJ. Finding the needle in the haystack: characterization of trace crystallinity in a commercial formulation of paclitaxel protein-bound particles by Raman spectroscopy enabled by second harmonic generation microscopy. Mol Pharm 2015; 12(7):2378-83. doi: 10.1021/acs.molpharmaceut.5b00065 [Crossref] [ Google Scholar]
- Shah B, Kakumanu VK, Bansal AK. Analytical techniques for quantification of amorphous/crystalline phases in pharmaceutical solids. J Pharm Sci 2006; 95(8):1641-65. doi: 10.1002/jps.20644 [Crossref] [ Google Scholar]
- Correa-Soto C, Trasi NS, Schmitt PD, Su Y, Liu Z, Miller E. Second harmonic generation microscopy as a tool for the early detection of crystallization in spray dried dispersions. J Pharm Biomed Anal 2017; 146:86-95. doi: 10.1016/j.jpba.2017.07.066 [Crossref] [ Google Scholar]
- Kestur US, Wanapun D, Toth SJ, Wegiel LA, Simpson GJ, Taylor LS. Nonlinear optical imaging for sensitive detection of crystals in bulk amorphous powders. J Pharm Sci 2012; 101(11):4201-13. doi: 10.1002/jps.23280 [Crossref] [ Google Scholar]
- Wanapun D, Kestur US, Kissick DJ, Simpson GJ, Taylor LS. Selective detection and quantitation of organic molecule crystallization by second harmonic generation microscopy. Anal Chem 2010; 82(13):5425-32. doi: 10.1021/ac100564f [Crossref] [ Google Scholar]
- Paudel A, Worku ZA, Meeus J, Guns S, Van den Mooter G. Manufacturing of solid dispersions of poorly water-soluble drugs by spray drying: formulation and process considerations. Int J Pharm 2013; 453(1):253-84. doi: 10.1016/j.ijpharm.2012.07.015 [Crossref] [ Google Scholar]
- Ferreira MP, Martins JP, Hirvonen J, Santos HA. Spray-drying for the formulation of oral drug delivery systems. In: Martins JP, Santos HA, eds. Nanotechnology for Oral Drug Delivery. London: Academic Press; 2020. p. 253-84. doi: 10.1016/b978-0-12-818038-9.00007-7.
- Davis M, Walker G. Recent strategies in spray drying for the enhanced bioavailability of poorly water-soluble drugs. J Control Release 2018; 269:110-27. doi: 10.1016/j.jconrel.2017.11.005 [Crossref] [ Google Scholar]
- Mujumdar AS. Handbook of Industrial Drying. 3rd ed. Boca Raton: CRC Press; 2006.
- Yang DL, Liu RK, Wei Y, Sun Q, Wang JX. Micro-sized nanoaggregates: spray-drying-assisted fabrication and applications. Particuology 2024; 85:22-48. doi: 10.1016/j.partic.2023.03.013 [Crossref] [ Google Scholar]
- Kondo K, Niwa T, Danjo K. Preparation of sustained-release coated particles by novel microencapsulation method using three-fluid nozzle spray drying technique. Eur J Pharm Sci 2014; 51:11-9. doi: 10.1016/j.ejps.2013.09.001 [Crossref] [ Google Scholar]
- Sunderland T, Kelly JG, Ramtoola Z. Application of a novel 3-fluid nozzle spray drying process for the microencapsulation of therapeutic agents using incompatible drug-polymer solutions. Arch Pharm Res 2015; 38(4):566-73. doi: 10.1007/s12272-013-0261-9 [Crossref] [ Google Scholar]
- Bhujbal SV, Su Y, Pathak V, Zemlyanov DY, Cavallaro AA, Munson EJ. Effect of storage humidity on physical stability of spray-dried naproxen amorphous solid dispersions with polyvinylpyrrolidone: two fluid nozzle vs three fluid nozzle. Pharmaceutics 2021; 13(7):1074. doi: 10.3390/pharmaceutics13071074 [Crossref] [ Google Scholar]
- Bhonsale S, Muñoz López CA, Van Impe J. Global sensitivity analysis of a spray drying process. Processes 2019; 7(9):562. doi: 10.3390/pr7090562 [Crossref] [ Google Scholar]
- Miller DA, Ellenberger D, Porfirio T, Gil M. Spray-drying technology. In: Williams RO, Watts AB, Miller DA, eds. Formulating Poorly Water-Soluble Drugs. 2nd ed. New York: Springer; 2022. p. 377-452.
- Gaspar F, Vicente J, Neves F, Authelin JR. Spray drying: scale-up and manufacturing. In: Shah N, Sandhu H, Chokshi H, Malick W, eds. Amorphous Solid Dispersions: Theory and Practice. New York: Springer; 2014. p. 261-302.
- Cal K, Sollohub K. Spray drying technique I: hardware and process parameters. J Pharm Sci 2010; 99(2):575-86. doi: 10.1002/jps.21886 [Crossref] [ Google Scholar]
- O’Sullivan JJ, Norwood EA, O’Mahony JA, Kelly AL. Atomisation technologies used in spray drying in the dairy industry: a review. J Food Eng 2019; 243:57-69. doi: 10.1016/j.jfoodeng.2018.08.027 [Crossref] [ Google Scholar]
- Sosnik A, Seremeta KP. Advantages and challenges of the spray-drying technology for the production of pure drug particles and drug-loaded polymeric carriers. Adv Colloid Interface Sci 2015; 223:40-54. doi: 10.1016/j.cis.2015.05.003 [Crossref] [ Google Scholar]
- Mohammed NK, Tan CP, Abd Manap Y, Muhialdin BJ, Meor Hussin AS. Spray drying for the encapsulation of oils-a review. Molecules 2020; 25(17):3873. doi: 10.3390/molecules25173873 [Crossref] [ Google Scholar]
- Troyano J, Çamur C, Garzón-Tovar L, Carné-Sánchez A, Imaz I, Maspoch D. Spray-drying synthesis of MOFs, COFs, and related composites. Acc Chem Res 2020; 53(6):1206-17. doi: 10.1021/acs.accounts.0c00133 [Crossref] [ Google Scholar]
- Samborska K, Poozesh S, Barańska A, Sobulska M, Jedlińska A, Arpagaus C. Innovations in spray drying process for food and pharma industries. J Food Eng 2022; 321:110960. doi: 10.1016/j.jfoodeng.2022.110960 [Crossref] [ Google Scholar]
- Pandi P, Bulusu R, Kommineni N, Khan W, Singh M. Amorphous solid dispersions: an update for preparation, characterization, mechanism on bioavailability, stability, regulatory considerations and marketed products. Int J Pharm 2020; 586:119560. doi: 10.1016/j.ijpharm.2020.119560 [Crossref] [ Google Scholar]
- Friesen DT, Shanker R, Crew M, Smithey DT, Curatolo WJ, Nightingale JA. Hydroxypropyl methylcellulose acetate succinate-based spray-dried dispersions: an overview. Mol Pharm 2008; 5(6):1003-19. doi: 10.1021/mp8000793 [Crossref] [ Google Scholar]
- Duarte Í, Santos JL, Pinto JF, Temtem M. Screening methodologies for the development of spray-dried amorphous solid dispersions. Pharm Res 2015; 32(1):222-37. doi: 10.1007/s11095-014-1457-5 [Crossref] [ Google Scholar]
- Al-Japairai K, Hamed Almurisi S, Mahmood S, Madheswaran T, Chatterjee B, Sri P. Strategies to improve the stability of amorphous solid dispersions in view of the hot melt extrusion (HME) method. Int J Pharm 2023; 647:123536. doi: 10.1016/j.ijpharm.2023.123536 [Crossref] [ Google Scholar]
- Rowe W, Hurter P, Young CR, Dinehart K, Verwijs MJ, Overhoff K, et al. Pharmaceutical Composition and Administrations Thereof. Google Patents; 2014.
- Wyttenbach N, Kirchmeyer W, Alsenz J, Kuentz M. Theoretical considerations of the Prigogine-Defay ratio with regard to the glass-forming ability of drugs from undercooled melts. Mol Pharm 2016; 13(1):241-50. doi: 10.1021/acs.molpharmaceut.5b00688 [Crossref] [ Google Scholar]
- He Y, Ho C. Amorphous solid dispersions: utilization and challenges in drug discovery and development. J Pharm Sci 2015; 104(10):3237-58. doi: 10.1002/jps.24541 [Crossref] [ Google Scholar]
- Al-Obaidi H, Brocchini S, Buckton G. Anomalous properties of spray dried solid dispersions. J Pharm Sci 2009; 98(12):4724-37. doi: 10.1002/jps.21782 [Crossref] [ Google Scholar]
- Curatolo W, Nightingale JA, Herbig SM. Utility of hydroxypropylmethylcellulose acetate succinate (HPMCAS) for initiation and maintenance of drug supersaturation in the GI milieu. Pharm Res 2009; 26(6):1419-31. doi: 10.1007/s11095-009-9852-z [Crossref] [ Google Scholar]
- Yuan X, Sperger D, Munson EJ. Investigating miscibility and molecular mobility of nifedipine-PVP amorphous solid dispersions using solid-state NMR spectroscopy. Mol Pharm 2014; 11(1):329-37. doi: 10.1021/mp400498n [Crossref] [ Google Scholar]
- Li Y, Pang H, Guo Z, Lin L, Dong Y, Li G. Interactions between drugs and polymers influencing hot melt extrusion. J Pharm Pharmacol 2014; 66(2):148-66. doi: 10.1111/jphp.12183 [Crossref] [ Google Scholar]
- Lehmkemper K, Kyeremateng SO, Bartels M, Degenhardt M, Sadowski G. Physical stability of API/polymer-blend amorphous solid dispersions. Eur J Pharm Biopharm 2018; 124:147-57. doi: 10.1016/j.ejpb.2017.12.002 [Crossref] [ Google Scholar]
- Albadarin AB, Potter CB, Davis MT, Iqbal J, Korde S, Pagire S. Development of stability-enhanced ternary solid dispersions via combinations of HPMCP and Soluplus® processed by hot melt extrusion. Int J Pharm 2017; 532(1):603-11. doi: 10.1016/j.ijpharm.2017.09.035 [Crossref] [ Google Scholar]
- Marks JA, Wegiel LA, Taylor LS, Edgar KJ. Pairwise polymer blends for oral drug delivery. J Pharm Sci 2014; 103(9):2871-83. doi: 10.1002/jps.23991 [Crossref] [ Google Scholar]
- Ousset A, Chirico R, Robin F, Schubert MA, Somville P, Dodou K. A novel protocol using small-scale spray-drying for the efficient screening of solid dispersions in early drug development and formulation, as a straight pathway from screening to manufacturing stages. Pharmaceuticals (Basel) 2018; 11(3):81. doi: 10.3390/ph11030081 [Crossref] [ Google Scholar]
- Baldrick P. Pharmaceutical excipient testing–a regulatory and preclinical perspective. In: Swarbrick J, ed. Encyclopedia of Pharmaceutical Science and Technology. 6th ed. CRC Press; 2013. p. 2637-49.
- Yu D, Li J, Wang H, Pan H, Li T, Bu T. Role of polymers in the physical and chemical stability of amorphous solid dispersion: a case study of carbamazepine. Eur J Pharm Sci 2022; 169:106086. doi: 10.1016/j.ejps.2021.106086 [Crossref] [ Google Scholar]
- Lavra ZM, Pereira de Santana D, Ré MI. Solubility and dissolution performances of spray-dried solid dispersion of Efavirenz in Soluplus. Drug Dev Ind Pharm 2017; 43(1):42-54. doi: 10.1080/03639045.2016.1205598 [Crossref] [ Google Scholar]
- Baumann JM, Adam MS, Wood JD. Engineering advances in spray drying for pharmaceuticals. Annu Rev Chem Biomol Eng 2021; 12:217-40. doi: 10.1146/annurev-chembioeng-091720-034106 [Crossref] [ Google Scholar]
- Tung NT, Park CW, Oh TO, Kim JY, Ha JM, Rhee YS. Formulation of solid dispersion of rebamipide evaluated in a rat model for improved bioavailability and efficacy. J Pharm Pharmacol 2011; 63(12):1539-47. doi: 10.1111/j.2042-7158.2011.01360.x [Crossref] [ Google Scholar]
- Lee EJ, Lee SW, Choi HG, Kim CK. Bioavailability of cyclosporin A dispersed in sodium lauryl sulfate-dextrin based solid microspheres. Int J Pharm 2001; 218(1-2):125-31. doi: 10.1016/s0378-5173(01)00621-4 [Crossref] [ Google Scholar]
- Wu JX, Yang M, van den Berg F, Pajander J, Rades T, Rantanen J. Influence of solvent evaporation rate and formulation factors on solid dispersion physical stability. Eur J Pharm Sci 2011; 44(5):610-20. doi: 10.1016/j.ejps.2011.10.008 [Crossref] [ Google Scholar]
- Paudel A, Van den Mooter G. Influence of solvent composition on the miscibility and physical stability of naproxen/PVP K 25 solid dispersions prepared by cosolvent spray-drying. Pharm Res 2012; 29(1):251-70. doi: 10.1007/s11095-011-0539-x [Crossref] [ Google Scholar]
- Li M, Meng F, Tsutsumi Y, Amoureux JP, Xu W, Lu X. Understanding molecular interactions in rafoxanide-povidone amorphous solid dispersions from ultrafast magic angle spinning NMR. Mol Pharm 2020; 17(6):2196-207. doi: 10.1021/acs.molpharmaceut.0c00317 [Crossref] [ Google Scholar]
- Newman A, Zografi G. Considerations in the development of physically stable high drug load API- polymer amorphous solid dispersions in the glassy state. J Pharm Sci 2023; 112(1):8-18. doi: 10.1016/j.xphs.2022.08.007 [Crossref] [ Google Scholar]
- Baghel S, Cathcart H, O’Reilly NJ. Investigation into the solid-state properties and dissolution profile of spray-dried ternary amorphous solid dispersions: a rational step toward the design and development of a multicomponent amorphous system. Mol Pharm 2018; 15(9):3796-812. doi: 10.1021/acs.molpharmaceut.8b00306 [Crossref] [ Google Scholar]
- Ting JM, Navale TS, Jones SD, Bates FS, Reineke TM. Deconstructing HPMCAS: excipient design to tailor polymer-drug interactions for oral drug delivery. ACS Biomater Sci Eng 2015; 1(10):978-90. doi: 10.1021/acsbiomaterials.5b00234 [Crossref] [ Google Scholar]
- Varshosaz J, Minayian M, Ahmadi M, Ghassami E. Enhancement of solubility and antidiabetic effects of repaglinide using spray drying technique in STZ-induced diabetic rats. Pharm Dev Technol 2017; 22(6):754-63. doi: 10.3109/10837450.2016.1143001 [Crossref] [ Google Scholar]
- Ghanavati R, Taheri A, Homayouni A. Anomalous dissolution behavior of celecoxib in PVP/isomalt solid dispersions prepared using spray drier. Mater Sci Eng C Mater Biol Appl 2017; 72:501-11. doi: 10.1016/j.msec.2016.11.042 [Crossref] [ Google Scholar]
- Teixeira CC, Mendonça LM, Bergamaschi MM, Queiroz RH, Souza GE, Antunes LM. Microparticles containing curcumin solid dispersion: stability, bioavailability and anti-inflammatory activity. AAPS PharmSciTech 2016; 17(2):252-61. doi: 10.1208/s12249-015-0337-6 [Crossref] [ Google Scholar]
- Zhang X, Rao Q, Qiu Z, Lin Y, Zhang L, Hu Q. Using acetone/water binary solvent to enhance the stability and bioavailability of spray dried enzalutamide/HPMC-AS solid dispersions. J Pharm Sci 2021; 110(3):1160-71. doi: 10.1016/j.xphs.2020.10.010 [Crossref] [ Google Scholar]
- Van Duong T, Nguyen HT, Wang F, Wang M, Narwankar PK, Taylor LS. Surface nanocoating of high drug-loading spray-dried amorphous solid dispersions by atomic layer coating: excellent physical stability under accelerated storage conditions for two years. Int J Pharm 2022; 620:121747. doi: 10.1016/j.ijpharm.2022.121747 [Crossref] [ Google Scholar]
- Wolbert F, Fahrig IK, Gottschalk T, Luebbert C, Thommes M, Sadowski G. Factors influencing the crystallization-onset time of metastable ASDs. Pharmaceutics 2022; 14(2):269. doi: 10.3390/pharmaceutics14020269 [Crossref] [ Google Scholar]
- Duong TV, Nguyen HT, Taylor LS. Combining enabling formulation strategies to generate supersaturated solutions of delamanid: In situ salt formation during amorphous solid dispersion fabrication for more robust release profiles. Eur J Pharm Biopharm 2022; 174:131-43. doi: 10.1016/j.ejpb.2022.04.002 [Crossref] [ Google Scholar]
- Chen Z, Yang K, Huang C, Zhu A, Yu L, Qian F. Surface enrichment and depletion of the active ingredient in spray dried amorphous solid dispersions. Pharm Res 2018; 35(2):38. doi: 10.1007/s11095-018-2345-1 [Crossref] [ Google Scholar]
- Ziaee A, Albadarin AB, Padrela L, Femmer T, O’Reilly E, Walker G. Spray drying of pharmaceuticals and biopharmaceuticals: critical parameters and experimental process optimization approaches. Eur J Pharm Sci 2019; 127:300-18. doi: 10.1016/j.ejps.2018.10.026 [Crossref] [ Google Scholar]
- Dobry DE, Settell DM, Baumann JM. Spray drying and scale-up. In: Newman A, ed. Pharmaceutical Amorphous Solid Dispersions: Theory and Practice. Wiley; 2015. p. 315-40. doi: 10.1002/9780470571224.pse530.
- Sloth J, Jørgensen K, Bach P, Jensen AD, Kiil S, Dam-Johansen K. Spray drying of suspensions for pharma and bio products: drying kinetics and morphology. Ind Eng Chem Res 2009; 48(7):3657-64. doi: 10.1021/ie800983w [Crossref] [ Google Scholar]
- Strojewski D, Krupa A. Spray drying and nano spray drying as manufacturing methods of drug-loaded polymeric particles. Polim Med 2022; 52(2):101-11. doi: 10.17219/pim/152230 [Crossref] [ Google Scholar]
- Musumeci T, Pignatello R. Biomaterials-Physics and Chemistry-New Edition. Rijeka, Croatia: IntechOpen; 2018.
- Arpagaus C, John P, Collenberg A, Rütti D. Nanocapsules formation by nano spray drying. In: Jafari SM, ed. Nanoencapsulation Technologies for the Food and Nutraceutical Industries. Academic Press; 2017. p. 346-401. doi: 10.1016/b978-0-12-809436-5.00010-0.
- Kemp IC. Fundamentals of energy analysis of dryers. In: Tsotsas E, Mujumdar AS, eds. Modern Drying Technology. Wiley-VCH; 2012. p. 1-45. doi: 10.1002/9783527631681.ch1.
- Bhandari B. Spray drying and powder properties. In: Food Drying Science and Technology: Microbiology, Chemistry, Applications. Lancaster, PA: DEStech Publications Inc; 2008. p. 215-49.
- Piñón-Balderrama CI, Leyva-Porras C, Terán-Figueroa Y, Espinosa-Solís V, Álvarez-Salas C, Saavedra-Leos MZ. Encapsulation of active ingredients in food industry by spray-drying and nano spray-drying technologies. Processes 2020; 8(8):889. doi: 10.3390/pr8080889 [Crossref] [ Google Scholar]
- Maury M, Murphy K, Kumar S, Shi L, Lee G. Effects of process variables on the powder yield of spray-dried trehalose on a laboratory spray-dryer. Eur J Pharm Biopharm 2005; 59(3):565-73. doi: 10.1016/j.ejpb.2004.10.002 [Crossref] [ Google Scholar]
- Baysan U, Elmas F, Koç M. The effect of spray drying conditions on physicochemical properties of encapsulated propolis powder. J Food Process Eng 2019; 42(4):e13024. doi: 10.1111/jfpe.13024 [Crossref] [ Google Scholar]
- Pinto JT, Faulhammer E, Dieplinger J, Dekner M, Makert C, Nieder M. Progress in spray-drying of protein pharmaceuticals: literature analysis of trends in formulation and process attributes. Dry Technol 2021; 39(11):1415-46. doi: 10.1080/07373937.2021.1903032 [Crossref] [ Google Scholar]
- Encina C, Márquez-Ruiz G, Holgado F, Giménez B, Vergara C, Robert P. Effect of spray-drying with organic solvents on the encapsulation, release and stability of fish oil. Food Chem 2018; 263:283-91. doi: 10.1016/j.foodchem.2018.05.026 [Crossref] [ Google Scholar]
- Islam MI, Langrish TA. An investigation into lactose crystallization under high temperature conditions during spray drying. Food Res Int 2010; 43(1):46-56. doi: 10.1016/j.foodres.2009.08.010 [Crossref] [ Google Scholar]
- Kudra T, Poirier M. Gaseous carbon dioxide as the heat and mass transfer medium in drying. Dry Technol 2007; 25(2):327-34. doi: 10.1080/07373930601119912 [Crossref] [ Google Scholar]
- Chan SY, Chung YY, Cheah XZ, Tan EY, Quah J. The characterization and dissolution performances of spray dried solid dispersion of ketoprofen in hydrophilic carriers. Asian J Pharm Sci 2015; 10(5):372-85. doi: 10.1016/j.ajps.2015.04.003 [Crossref] [ Google Scholar]
- Pradhan R, Kim SY, Yong CS, Kim JO. Preparation and characterization of spray-dried valsartan-loaded Eudragit® E PO solid dispersion microparticles. Asian J Pharm Sci 2016; 11(6):744-50. doi: 10.1016/j.ajps.2016.05.002 [Crossref] [ Google Scholar]
- Kauppinen A, Broekhuis J, Grasmeijer N, Tonnis W, Ketolainen J, Frijlink HW. Efficient production of solid dispersions by spray drying solutions of high solid content using a 3-fluid nozzle. Eur J Pharm Biopharm 2018; 123:50-8. doi: 10.1016/j.ejpb.2017.11.009 [Crossref] [ Google Scholar]
- Kojima Y, Ohta T, Shiraki K, Takano R, Maeda H, Ogawa Y. Effects of spray drying process parameters on the solubility behavior and physical stability of solid dispersions prepared using a laboratory-scale spray dryer. Drug Dev Ind Pharm 2013; 39(9):1484-93. doi: 10.3109/03639045.2012.692378 [Crossref] [ Google Scholar]
- Nair A, Khunt D, Misra M. Application of quality by design for optimization of spray drying process used in drying of risperidone nanosuspension. Powder Technol 2019; 342:156-65. doi: 10.1016/j.powtec.2018.09.096 [Crossref] [ Google Scholar]
- US Food and Drug Administration. Q8(R2) Pharmaceutical Development. FUSDA; 2009. Available from: https://www.fda.gov/media/71535/download.
- Kadam VR, Patil MP, Pawar VV, Kshirsagar S. A review on: quality by design (QbD). Asian J Res Pharm Sci 2017; 7(4):197-204. doi: 10.5958/2231-5659.2017.00030.3 [Crossref] [ Google Scholar]
- Aucamp M, Milne M. The physical stability of drugs linked to quality-by-design (QbD) and in-process technology (PAT) perspectives. Eur J Pharm Sci 2019; 139:105057. doi: 10.1016/j.ejps.2019.105057 [Crossref] [ Google Scholar]
- Flåten GR, Ferreira AP, Bellamy L, Frake P. PAT within the QbD framework: real-time end point detection for powder blends in a compliant environment. J Pharm Innov 2012; 7(1):38-45. doi: 10.1007/s12247-012-9119-9 [Crossref] [ Google Scholar]
- Zhang L, Mao S. Application of quality by design in the current drug development. Asian J Pharm Sci 2017; 12(1):1-8. doi: 10.1016/j.ajps.2016.07.006 [Crossref] [ Google Scholar]
- Bindhani S, Mohapatra S. Recent approaches of solid dispersion: a new concept toward oral bioavailability. Asian J Pharm Clin Res 2018; 11(2):72-8. doi: 10.22159/ajpcr.2018.v11i2.23161 [Crossref] [ Google Scholar]
- Schittny A, Huwyler J, Puchkov M. Mechanisms of increased bioavailability through amorphous solid dispersions: a review. Drug Deliv 2020; 27(1):110-27. doi: 10.1080/10717544.2019.1704940 [Crossref] [ Google Scholar]
- Jermain SV, Brough C, Williams RO 3rd. Amorphous solid dispersions and nanocrystal technologies for poorly water-soluble drug delivery - an update. Int J Pharm 2018; 535(1-2):379-92. doi: 10.1016/j.ijpharm.2017.10.051 [Crossref] [ Google Scholar]
- Al-Tabakha MM. Future prospect of insulin inhalation for diabetic patients: the case of Afrezza versus Exubera. J Control Release 2015; 215:25-38. doi: 10.1016/j.jconrel.2015.07.025 [Crossref] [ Google Scholar]
- Butreddy A, Gaddam RP, Kommineni N, Dudhipala N, Voshavar C. PLGA/PLA-based long-acting injectable depot microspheres in clinical use: production and characterization overview for protein/peptide delivery. Int J Mol Sci 2021; 22(16):8884. doi: 10.3390/ijms22168884 [Crossref] [ Google Scholar]
- Donthi MR, Butreddy A, Saha RN, Kesharwani P, Dubey SK. Leveraging spray drying technique for advancing biologic product development–a mini review. Health Sci Rev 2024; 10:100142. doi: 10.1016/j.hsr.2023.100142 [Crossref] [ Google Scholar]
- Emami F, Keihan Shokooh M, Mostafavi Yazdi SJ. Recent progress in drying technologies for improving the stability and delivery efficiency of biopharmaceuticals. J Pharm Investig 2023; 53(1):35-57. doi: 10.1007/s40005-022-00610-x [Crossref] [ Google Scholar]
- Srividya B, Ghosh A. Mechanistic insights into amorphous solid dispersions: bridging theory and practice in drug delivery. Pharm Res 2025; 42(1):1-23. doi: 10.1007/s11095-024-03808-w [Crossref] [ Google Scholar]
- Nguyen DN, Clasen C, Van den Mooter G. Pharmaceutical applications of electrospraying. J Pharm Sci 2016; 105(9):2601-20. doi: 10.1016/j.xphs.2016.04.024 [Crossref] [ Google Scholar]
- Smeets A, Koekoekx R, Clasen C, Van den Mooter G. Amorphous solid dispersions of darunavir: comparison between spray drying and electrospraying. Eur J Pharm Biopharm 2018; 130:96-107. doi: 10.1016/j.ejpb.2018.06.021 [Crossref] [ Google Scholar]
- Moseson DE, Tran TB, Karunakaran B, Ambardekar R, Hiew TN. Trends in amorphous solid dispersion drug products approved by the US Food and Drug Administration between 2012 and 2023. Int J Pharm X 2024; 7:100259. doi: 10.1016/j.ijpx.2024.100259 [Crossref] [ Google Scholar]
- Thakur C, Kaushal M, Vaidya D, Verma AK, Gupta A, Sharma R. Unlocking the potential of spray drying for agro-products: exploring advanced techniques, carrier agents, applications, and limitations. Food Bioproc Tech 2025; 18(2):1181-220. doi: 10.1007/s11947-024-03544-4 [Crossref] [ Google Scholar]